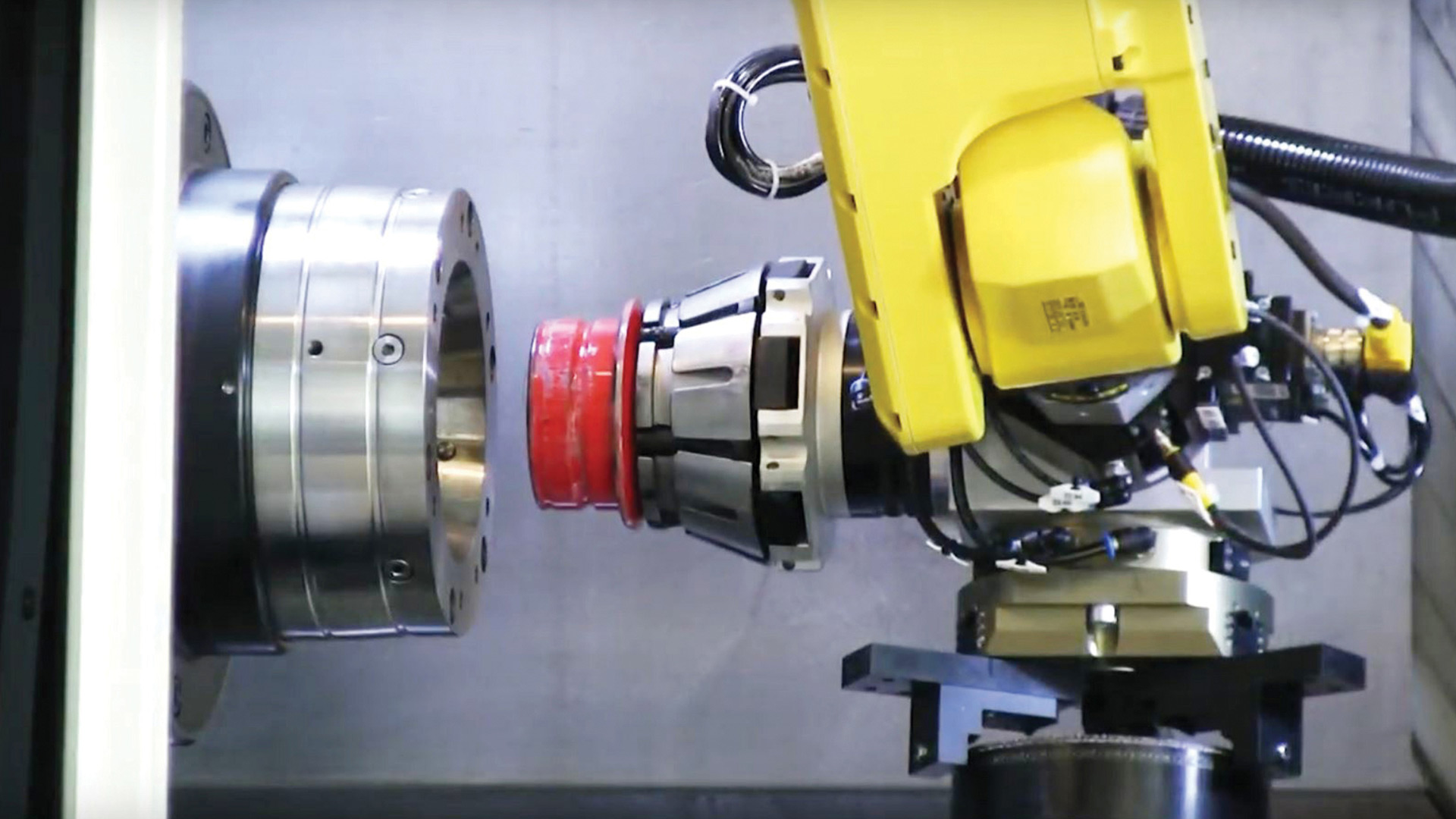
 Robotic clamping-head changeovers are billed as faster and more precise than those done manually.(Provided by Hainbuch America)
Robotic clamping-head changeovers are billed as faster and more precise than those done manually.(Provided by Hainbuch America)
Tools and workpieces get plenty of attention in the machining industry, and rightly so. But the devices that hold them must also be carefully considered if a machining process is to be successful. If these devices don’t measure up to the cutting application at hand, the results will miss the mark, potentially leaving customers unhappy and shops with a blot on their reputations.
The latest toolholding and workholding products come in a number of different types and offer features designed to meet a variety of machining challenges. In addition to providing a firm grip, some of the more sophisticated devices can transmit key machining data that helps shops monitor their processes and track them to conclusion.
Other developments in how holders are changed and made have the potential to help shops automate their operations.
Top Toolholding
Some of the most recent developments in toolholding are modifications of familiar products. Examples include changes made to the line of FPC chucks offered by Emuge-Franken USA, West Boylston, Mass. These patented collet chucks are billed as precise toolholders that minimize runout and vibration. They feature a worm-gear clamping mechanism that provides high clamping force and concentricity, according to the company.
 FPC slim-line chucks provide more clearance for five-axis machining. (Provided by Emuge-Franken USA)
FPC slim-line chucks provide more clearance for five-axis machining. (Provided by Emuge-Franken USA)
The latest FPC news includes the introduction of a slim-line option with a 4.5o tapered neck aimed at providing a little more clearance in five-axis machining applications. Emuge-Franken also reports that balancing holes have recently been added to HSK- and Capto-style FPC holders. As the name suggests, these holes allow the holders to be adjusted in a balancing machine. Balancing is particularly helpful in higher-speed machines and where better concentricity is needed for highly accurate part dimensions, noted Dan Doiron, the company’s milling product manager.
Key to maximum performance from a cutting tool is choosing the right toolholder. “Toolholders are sort of the foundation of the metal-cutting assembly, so you want them to be strong and rigid,” noted Brent Godfrey, product specialist for machine integration at Sandvik Coromant US, Mebane, N.C. “If the holder and the tool assembly have good bending stiffness, then the tool and insert will stay pretty much on center down where they’re cutting even though they’re (subjected to) high cutting forces.”
Thus the appeal of dual-contact holders. They are designed so that the holder’s taper and flange both make contact with the machine spindle. During machining, dual contact gives a significant boost to rigidity, which can improve surface finish and dimensional accuracy and also lengthen tool life. Though dual-contact holders are nothing new, more machine tools are now designed to accept them, according to Godfrey.
Hydraulic Help
When high-performance toolholders are needed, many shops turn to hydraulic chucks such as Sandvik Coromant’s CoroChuck 930, which feature an internal piston that pressurizes hydraulic fluid so that the fluid applies high gripping force uniformly around the tool shank. Hydraulic and shrink-fit chucks “are the highest-precision, lowest-runout chucks that are around today,” Godfrey said.
He added that hydraulic chucks are becoming increasingly popular with customers. “A lot of it is driven by the components that they have to machine,” he noted. These components may have close tolerances or require long tools that can reach inside to drill or mill a feature.
In the past, the toolholder of choice for milling was an end mill adapter with a Weldon flat, which allows a tool to be held firmly in place with a side screw. A downside of this arrangement, however, is that the side screw pushes the tool slightly off-center, causing vibration that shortens tool life and also increases runout during machining, noted Ronald West, senior global tooling product manager at Pittsburgh-based Kennametal Inc.
By contrast, West said, Kennametal’s HydroForce toolholder uses hydraulics to provide even clamping force all the way around the tool shank, which can limit runout to less than 3 µm. Along with the damping effect from the hydraulic fluid, the concentric clamping force also minimizes vibration during machining, which can boost tool life by 30 percent compared to that of tools held in conventional end mill adapters, according to West.
West also pointed out that HydroForce holders are balanced to G2.5 at 25,000 rpm, so tool speeds can be much faster than what is possible with Weldon flat holders. Along with the push off-center from the side screw, the moving parts of Weldon flat holders “really limit your speed unless you re-balance the holders every time you put a new tool in,” he noted.
Though HydroForce was introduced about seven years ago, acceptance for milling applications took some time. “Typically it wasn’t the thing to mill with a hydraulic chuck” because of their relatively low clamping forces, West said. HydroForce, however, provides up to three times more clamping force than other hydraulic chucks, he noted, thanks to a “beefier design” that includes a larger piston and a heavier hydraulic bladder.
Additionally, West said that HydroForce has grown in popularity because it’s easy to use. Instead of a torque wrench, all users need is a common Allen wrench to turn the device’s screw. “You just turn it to a dead stop and it’s locked and ready to go,” he said.
Like HydroForce, radio-frequency identification systems have been around for a while. According to West, however, more firms in the machining industry are employing RFID today due to the advent of Industry 4.0 and its emphasis on developments that facilitate automation, interconnectivity and the acquisition and use of real-time data. “Now tool life and all the things you would worry about if you had a person standing in front of the machine are being (checked) with RFID,” he said.
Consisting of a tiny radio transponder, a radio receiver and a transmitter, RFID systems allow communication between a machine controller and devices that gather data and perform other functions during a machining process. For example, a probe on a machine that checks critical part or tool dimensions might send the data via an RFID chip to the machine controller. If, after evaluating the data, the controller determines that some action needs to be taken, the controller can send a signal triggering that action to the appropriate component or system via the RFID chip. To facilitate this type of data transfer, West said, Kennametal is now putting pockets for RFID chips into all of its holders for rotating tools.
 SmartChucks allow Wi-Fi transmission of clamping-force data. (Provided by Erowa)
SmartChucks allow Wi-Fi transmission of clamping-force data. (Provided by Erowa)
Workholding for Industry 4.0
Like toolholding, workholding technology has been impacted by widespread interest in capabilities that are in sync with Industry 4.0. One example of this trend is the new SmartChuck sold by Erowa Technology Inc., Arlington Heights, Ill. The SmartChuck offers wireless signal transmission that allows clamping status and forces to be monitored in the cloud. If the data transmitted via Wi-Fi signal shows that the chuck’s clamping force isn’t high enough for a particular machining application, a signal is sent to the machine with an error code indicating clamping failure. This prevents the machine from starting the next cycle, noted Erowa regional sales manager Fred Holzmacher.
In addition, the SmartChuck system makes it possible for users to take preemptive action by storing the clamping forces applied by an individual chuck over time. “So if your chuck is beginning to fail over the years, it can be determined by the clamping pressures that are being recorded and you can prevent potential failures,” Holzmacher said.
Another variation on the Industry 4.0 theme is so-called “mechatronic” workholding from SMW Autoblok Corp., Wheeling, Ill. As the name suggests, mechatronic workholding devices include both mechanical and electronic elements. Key to the operation of these products are inductive couplers that allow wireless transmission of both workholding data and power to actuate the workholding device. The couplers can transmit up to 1,800 W, depending on the size and style selected, according to the company.
An example of SMW Autoblok’s mechatronic workholding is the CC e-motion, a four-jaw chuck with four mechatronic single-jaw drives. The jaws can be independently adjusted, moved as pairs, or actuated in any other possible combination, noted Larry Robbins, president of the company’s commercial division.
In addition, mechatronic devices like the CC e-motion offer grip-force and jaw-stroke measuring and monitoring, electronic workpiece detection, and monitoring of part temperature and torque. “Just about anything you can do with sensoric monitoring, we can do,” Robbins said, adding that the technology also allows the creation of statistical reports based on the gathered data.
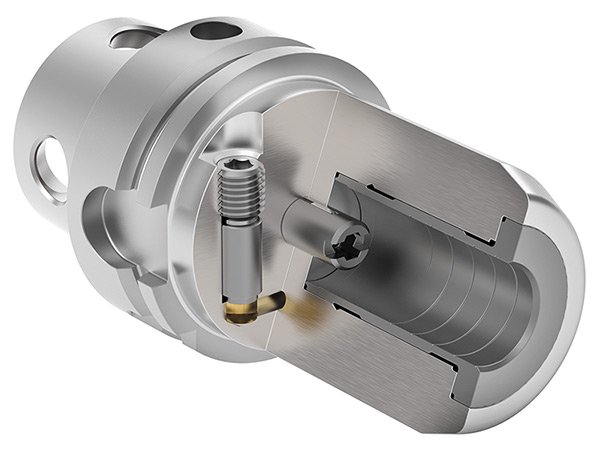 High clamping force is one of the distinguishing features of HydroForce hydraulic chucks. (Provided by Kennametal)
High clamping force is one of the distinguishing features of HydroForce hydraulic chucks. (Provided by Kennametal)
One advantage of all this monitoring is that a process can be promptly stopped if some workholding parameter indicates that there’s a problem. For example, Robbins said, if pressure is supposed to be applied with four jaws but the pressure readings indicate that one of the jaws is malfunctioning or broken, the system can be shut down immediately. In addition, he pointed out that monitoring allows parameters that are off to be adjusted in-process to prevent the manufacturing of bad parts.
Another upside of mechatronic monitoring is that it allows the automation of processes that include multiple workholding components, Robbins noted. In such processes, he said, “all of your workholding (makes) checks, and you can incorporate grippers, vises, chucks or any (other) type of workholding implement.”
To automate the process of changing out workholding, Germany-based Hainbuch has introduced a line of clamping head interfaces designed to facilitate the changing of chucks and mandrels with a robot. Hainbuch’s centroteX AC (automatic change) interfaces allow faster and more precise workholding changeouts than those performed manually, according to Timothy Wachs, president of Hainbuch America Corp. in Germantown, Wis.
 Hydraulic chucks like the CoroChuck 930 are popular toolholding options. (Provided by Sandvik Coromant)
Hydraulic chucks like the CoroChuck 930 are popular toolholding options. (Provided by Sandvik Coromant)
Wachs noted that the key to making this possible was redesigning the company’s older interface to simplify how it’s locked into place. “Instead of having bolts around the periphery, you have one bolt on the side that you turn,” he said.
Equipped with an appropriate end effector, Wachs said, a robot arm can complete a workholding changeout in a matter of seconds with high repeatability and no loss of rigidity. To save more time, he added, the robot (which can be the same one used for part loading and unloading) can change out an offline chuck while parts are being machined using other workholding.
In Europe, Hainbuch is providing customers with an automation package that includes both a robot and a centroteX AC interface, according to Wachs. In the U.S., however, the robot is currently supplied by third parties.
Printed Holders Ahead
 The four-jaw CC e-motion workholding chuck features data- and power-transmission capability. (Provided by SMW Autoblok)
The four-jaw CC e-motion workholding chuck features data- and power-transmission capability. (Provided by SMW Autoblok)
In addition to making forward-looking changes in the devices they produce, tool- and workholding manufacturers are considering a significant change in how they make their products. The idea is to manufacture some difficult-to-machine components using additive manufacturing processes. To make a metal workholding component with a challenging geometry, for example, a manufacturer could 3D print a basic version of it and then finish grind it or use some other secondary process to produce the final product, explained David Jones, precision workholding manager at Emuge-Franken USA. When it comes to workholding, Jones thinks the best candidates for 3D printing are high-accuracy parts that come in contact with the workpiece and have part-touching designs that are hard to finish machine.
To the best of his knowledge, however, 3D printing is not currently being used for mainstream production of workholding parts. “The materials we can print now are getting more and more exotic, and the accuracy is getting better and better,” he said. “But I think we’re still a ways away from production.”
According to Jones, one barrier currently in the way of getting 3D-printed workholding components into production is cost. He added, however, that while it may not be cost-effective to 3D print workholding components now, the situation could change over time as the technology develops and costs come down.
In the not-too-distant future, Jones also believes shops may be able to print the workholding components they need. “Maybe years from now, we’ll sell you the workholding and you’ll have an in-house printer,” he said. “Then if you need a part, we will license the design to you so you can print that part in your own facility. How good is that?”